欧宝最新登录入口专注电子走刀器、机械走刀器、组合压板、精密平口钳、机床工具附件生产!
全国咨询热线:151-6666-5513

 新闻资讯
新闻资讯
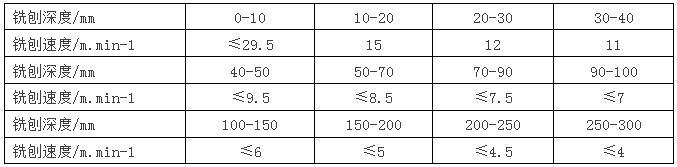
榜首:为防止刀座干与磨损而使刀具遭到过度磨损,引荐铣刨速度与铣刨深度如下表:
第二:铣刨深度越大,刀具与物料触摸的时刻越长,冲突发热越多。为防止刀硬质合金头热蚀,需加大冷却刀头的喷水量。当铣削深度较浅时(6cm以下)应削减冷却刀头喷水,以便物料的抛出,削减刀具与被铣下物料的触摸机率,削减刀具的磨损。
第三:每作业6 ̄8h,查看刀具的滚动状况和磨损状况,确保装置的刀具能在刀座孔中自在滚动,刀具磨损严峻时应准时换。刀具的伸出长度对施行工程质量影响较大,替换刀具时尽量确保刀具伸出长度共同。如铣刨刀具有1/2磨损时需替换,主张把整套刀具都替换掉;把磨损不严峻的刀具从头组合成一套,接着运用,这样既能确保路面施行工程质量,又能延伸刀具惯例运用的寿数,削减施行工程的本钱!